
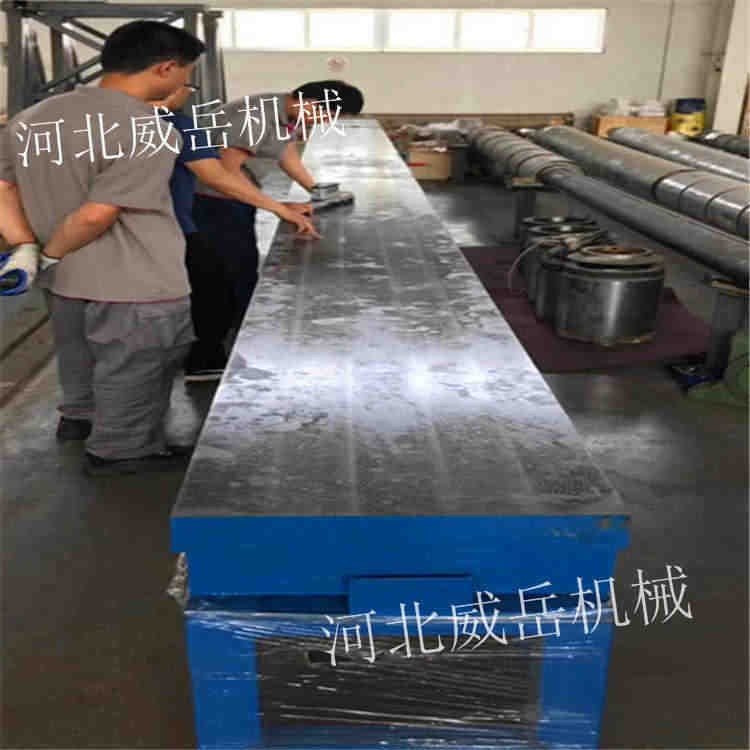
大型铸铁平台使用强度铸铁HT200-300 工作面硬度为HB170-240,经过两次处理(退火600度-700度和自然时效![]() 2-3年),大型铸铁平台的工作面采用刮削工艺,大型铸铁平台工作面上可加工V形、T形、U形槽和圆孔、长孔等,可用来固定动力机械设备。使用该产品的精度稳定,耐磨性能好。大型铸铁平台工作面加工有T型槽,主要用来固定工件,是钳工工人用来调试设备,装配设备,维修设备的基础工作平面. 铸铁横竖T型槽平 台工作面采用的是刮研工艺,用涂色的方法进行检验,保证了平面的精度。工作面一般有T型槽,也可以根据要求加工长孔和圆孔,这种大型铸铁平
2-3年),大型铸铁平台的工作面采用刮削工艺,大型铸铁平台工作面上可加工V形、T形、U形槽和圆孔、长孔等,可用来固定动力机械设备。使用该产品的精度稳定,耐磨性能好。大型铸铁平台工作面加工有T型槽,主要用来固定工件,是钳工工人用来调试设备,装配设备,维修设备的基础工作平面. 铸铁横竖T型槽平 台工作面采用的是刮研工艺,用涂色的方法进行检验,保证了平面的精度。工作面一般有T型槽,也可以根据要求加工长孔和圆孔,这种大型铸铁平 台采用的纯铁铸造而成的。T型槽平台应用在动力机械设备的装配、调试、焊接、铆焊,这种产品表面带有T形槽,可以固定机械设备。在大型铸铁平台生产加工时如何增加大型铸铁平台外表光滑度的呢怎样增加大型铸铁平台外表光滑度:
台采用的纯铁铸造而成的。T型槽平台应用在动力机械设备的装配、调试、焊接、铆焊,这种产品表面带有T形槽,可以固定机械设备。在大型铸铁平台生产加工时如何增加大型铸铁平台外表光滑度的呢怎样增加大型铸铁平台外表光滑度:
1.研磨前,应对零件进行精加工,使被研磨有几许精度和较低的外表粗糙度,然后靠研磨来进行细加工。
2.应将粗研铸铁研磨平台与精研分隔进行,以便依据精度恳求,选用异样的研料粒度,铸铁平台/平板以下降研磨外表粗糙度。
3.研具与被研表砌( 就是孔和轴的研磨)应有合理研磨空隙。空隙小时、会发生刮毛,空隙大时,会因研具的细小摇摆而呈现几许形状差错。
大型铸铁平台的注意事项:
1, 大型铸铁平台使用前用无腐蚀性汽油,将工作面的防锈油洗净,并用脱脂棉纱擦拭干净,方可使用。
2、定期检查钢板的精度。
3、产品虽耐腐蚀,但不应存放在阴湿处。
大型铸铁平台铸铁渠道的作业首要便是用于一些大型企业改扩建和新建运用,首要是这些新建工程作为基础渠道的运用,用于焊接安装组装/铆焊等运用,由于车间运用面积比较大,所以整体大型铸铁渠道由多块小的铸铁渠道拼接组装运用。首要要素为铸造铸铁渠道的困难,单件重量较轻的铸铁渠道是便利铸造的,当铸铁渠道铸件重量逾越铸造规则重量之后,是铸造不出来的,更不要说后边的加工了。